| Exhibitor name |
協栄プリント技研株式會社
KYOEI PRINT GIKEN CO.,LTD.
|
| Booth NO. |
4-541-112 |
| Address |
〒182-0025 東京都 調布市多摩川1-21-1
1-21-1 Tamagawa, Chofu City, Tokyo Pref., 182-0025, Japan
|
| Website |
https://www.kpg.jp/ |
| Email |
|
| Phone number |
+81-42-484-2151 |
| PR message |
We will be displaying dies for processing ventilation holes on the sides of plastic resin containers, dies for processing small-diameter holes in plastic resin, dies for punching sheet products without a plate or carrier sheet. |
| The Main Item |

Moulds for processing ventilation holes in the side of plastic resin containers, Moulds for processing small-diameter holes in plastic resin, Cutting dies for punching sheet products without a backing plate or carrier sheet, Blade height accuracy ±3μm, engraving blade with a cutting edge ridge of 1μm or less |
| Movie |
|
| The name of Item[1] |
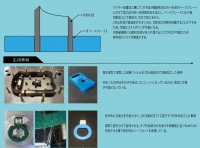
Ventilation hole press moulds to the side of plastic resin containers. |
| Details[1] |

The steam vents are processed into the plastic resin by forming a drawing process in an arbitrary shape and at the same time shearing the sides. When holes are formed by general press working, scrap is generated and there is a risk of it being mixed into the container, but with this die, steam vents can be processed without generating scrap, so production can be carried out safely. Placing the vents on the sides of the shape has the following advantages: (1) the contents are easy to see, (2) the vents are not blocked even when products with containers set on top of each other, and (3) the small area of the vents makes it difficult for flies and other insects to get in. This is a patented technology. |
| The name of Item[2] |
Press dies for machining small-diameter holes in plastic resin |
| Details[2] |

This die is used for through-hole processing of small-diameter holes (Φ0.5) in plastic resin containers using a needle-shaped punch. As it is not a shear processing structure, no scrap is generated during processing and stable production independent of press accuracy is possible. |
| The name of Item[3] |
Cutting dies for punching sheet products without an application plate or carrier sheet. |
| Details[3] |
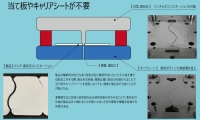
When cutting with an engraving blade mould that punches out the contour shape of the product and a punching groove along the contour shape, the engraving blade enters the fine groove after cutting the product, enabling the product to be punched out reliably without the need for a plate or carrier sheet. As the tip of the engraving blade never touches anything other than the product, this has the effect of reducing wear and tear on the cutting edge. |
| The name of Item[4] |
Punch punching simple dies (FQDC) available from the ¥90,000 range. |
| Details[4] |

The punching and punching simplified die (FQDC) requires four special screws each for setting the upper and lower dies, and can be used by attaching special attachments made to suit the press environment. Both the upper and lower dies are lightweight, weighing approximately 1 kg, and can be easily carried by women. The effective processing range is 150 mm (width) x 100 mm (depth), and the machine can be shipped within two days after receiving an order. |
| The name of Item[5] |
Ultra-high precision engraving blade |
| Details[5] |
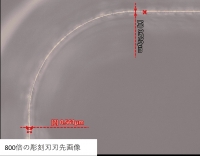
We have succeeded in finishing the edge of the cutting edge to less than 1μm (sharper cutting edge than Thomson blade) only by cutting process. It can be produced with a minimum radius of 0.1, and has a dimensional accuracy of ±0.01 mm, which is not possible with a Thomson blade, and a sharpness that surpasses that of a Thomson blade. |
| The name of Item[6] |
3D engraving blade |
| Details[6] |
A base plate of the same shape as the punching contour shape and an engraving blade of the same shape before the blade setting process are processed using a wire EDM machine, and after press-fitting into the base plate, the engraving blade is set up by cutting.
The greater the height difference of the 3D shape, the shorter the cutting time, which enables significant cost reductions.
In the event of blade breakage, the engraving blade can be replaced, reducing the risk of rework. |
| The name of Item[7] |
Mirror-image engraving blade |
| Details[7] |

This engraved blade shape is finished by mirror cutting using our unique method.
The tip of the cutting edge is extremely sharp and is finished only by machine cutting. |
| The name of Item[8] |
Carbide engraving blade |
| Details[8] |
Cemented carbide is an extremely hard and brittle material, making it difficult to cut, but the latest machining technology makes cutting possible.
The tips of the blades are very sharply machined and are in the area of microfabrication.
Achieving this with cemented carbide requires advanced technology. |
| The name of Item[9] |
Corrugated engraving blade |
| Details[9] |
The cutting ability is dramatically improved by making the cutting edge of the engraving blade mould corrugated.
The blade height can also be freely changed, making it easier to separate. |
| The name of Item[10] |
Clock hands machined by cutting only |
| Details[10] |

We manufacture watch hands of various shapes using only cutting processes - even three-dimensional shapes can be machined using only cutting processes. The watch hands, buckles and dials we manufacture are used in high-end watches. |
Category of
Exhibit Items |
A. MOLDS, MOLD MATERIALS
Molds
Mold Components
L. CAD/CAM/CAE SYSTEM
Production Control System
N. PARTS PROCESSING TECHNOLOGY
Cutting Processing
Precision Processing
P. ROBOT, AUTOMATION
Robot, Automation
IoT, AI
|