ABOUT THE SHOW
Exhibitor Search
Exhibitor Detail
| Exhibitor name |
寧波金氏実業有限公司
Kings industrial Co.,LTD
|
|---|---|
| Booth NO. | 3-804 |
| Address |
〒315-174 OVERSEAS(海外) 中國浙江省寧波市高橋鎮聯昇村 Liansheng GaoQiao,YinZhou,Ningbo,Zhejiang,China |
| Website | http://www.kingschina.com/EN/inside1.aspx |
| king@nbkings.com | |
| Phone number | +86574-8801-8008 |
| FAX | +86574-8801-6804 |
| The Main Item |
|
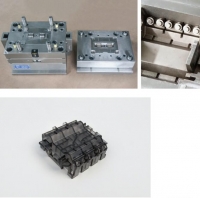
| The name of Item[1] | Wall Switch Base |
| Details[1] | The product is made of PC, and has cavity 1*2 for the mold capability, and adopts 3-plate mold submarine gate type, and the lateral inclined hole of the product shall be of inclined slider core-pulling structure, and the platen A and B of the mold shall be brought away after the product is disengaged. The product has a deep reinforcement, and the back mold firstly adopts a pushing plate to synchronously eject the product with the ejector pin, and after the product reinforcement is separated from the insert, the ejector pin ejects the product again to complete ejection
|
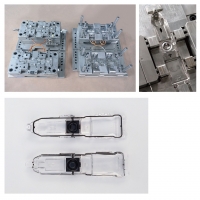
| The name of Item[2] | Two-color Mold |
| Details[2] | The mold is two-color and the product is made of hard and transparent ABS, outside covered with soft TPE, and has cavity 1*2 for the mold capability, and the gate is of 2-plate mold pin point gate type. Because the mold is a rotary two-color mold structure, the back mold portion shall be rotated respectively to match with the front mold. The working accuracy for all mold parts of the back mold and mold holder shall be within 0.02 MM, to be interchangeable among them
|
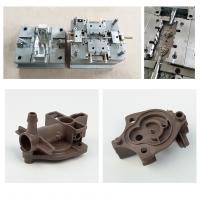
| The name of Item[3] | Water Pump Body |
| Details[3] | The product structure shall have 3 places treated with slider core-pulling, and the product is made of PA6+30%GF, the gate is of 3-plate mold pin point gate type, and the hardware is used for injection molding during mold manufacturing. Due to the complex demolding action of the product, the cylinder needs to be provided with a first stroke switch and a second stroke switch, so that the production worker can accurately grasp the stroke of the inclined slider and the stroke of the large slider. And an induction switch is arranged to prevent the mold from being closed and causing damage to the mold cavity when the ejector pin is not reset.
|
| The name of Item[4] | Submersible Pump Housing |
| Details[4] | The product is made of PP+30%GF and has high appearance requirements. The slider parting line angle shall be within 0.03 MM and the mold is of inverted structure. The extended hot runner is of pin point gate type, and the mold opening sequence and structure are used with multiple sets of mechanical holdback to control mold open/close.
|
| The name of Item[5] | Water Pump Body |
| Details[5] | The shape of the product is irregular, and 4 sides of the product are required to have slider core pulling, and one side of the product is also provided with an internal thread and an elongated core pulling structure. The product is made of PA6+30%GF, and the gate is of 3-plate mold pin point gate type. The whole mold has a complex structure and high working accuracy, and must be opened and closed with accuracy and strictness to ensure smooth production
|
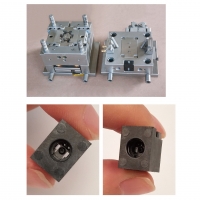
| The name of Item[6] | Magnetic Valve Body |
| Details[6] | The product is made of LCP, and has cavity 1*2 for the mold capability, and adopts 2-plate mold submarine gate type. It is required that the product shall have no burrs on both ends of the valve port, and the burr tolerance shall be within 0.01 MM, and the tolerance of the distance between the two ends of the valve port shall be within ±0.01 MM. The product has a small outline, and extremely high working accuracy requirements for the valve port. All of its key parts are precision machining, and size fully inspected, to ensure satisfactory accuracy
|
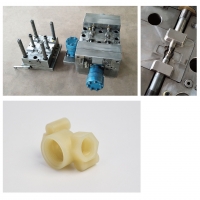
| The name of Item[7] | Hexagon Valve Body |
| Details[7] | For the structural requirements, the product shall have 3-side rotary screw thread demolding, and the product is made of PA6+33%GF, and has cavity 1*2 for the mold capability, and the gate is of 3-plate mold pin point gate type; during demolding, the automatic rotary demolding is controlled by a plurality of hydraulic motors, so that the injection molding efficiency of the product is improved; meanwhile, the rotary demolding will not damage the screw thread, and the accuracy is thus ensured.
|
| The name of Item[8] | Pump Body |
| Details[8] | The product is made of PPS, and has cavity 1*2 for the mold capability, and adopts 2-plate mold gate type. The flatness tolerance of the product sealing plane shall be within 0.05 MM and the positional parallelism tolerance of the gear box shall be within 0.05 MM. The roundness and diameter of the round hole of the water outlet shall be accurate to 0.03 MM, and the relevant parts of the mold shall be processed by special materials and special tooling to ensure that the accuracy reaches the required size of the product.
|
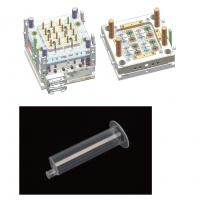
| The name of Item[9] | Syringe Push Rod |
| Details[9] | The product is made of PP5090T, and has cavity 1*16 for the mold capability, and adopts 2-plate mold hot runner to cold runner submarine gate type. The product parting line angle and slider parting line angle shall be within 0.02 MM, and the product has a large mold capability, so the coaxiality of front mold insert and back mold insert must be ensured, and the back mold core and front mold core shall have insert positioning to avoid uneven wall thickness of the injection molding production
|
| The name of Item[10] | Electric Iron Water Box Cover Two-color Mold |
| Details[10] | The product is made of transparent PP for the first injection molding and colored PP for the second injection molding, and has cavity 1*2 for the mold capability, and the gate is of hot-runner pin point gate type. Because the two sides of the back mold part of the product are inverted and have deep reinforcement, the product can be smoothly ejected through the exquisite ejection design
|
| Category of Exhibit Items |
A. MOLDS, MOLD MATERIALS Molds Mold Components |